北京标准件中频透热炉_棒料中频透热炉图片 ( 本地商家)
2021-02-02 09:29:46
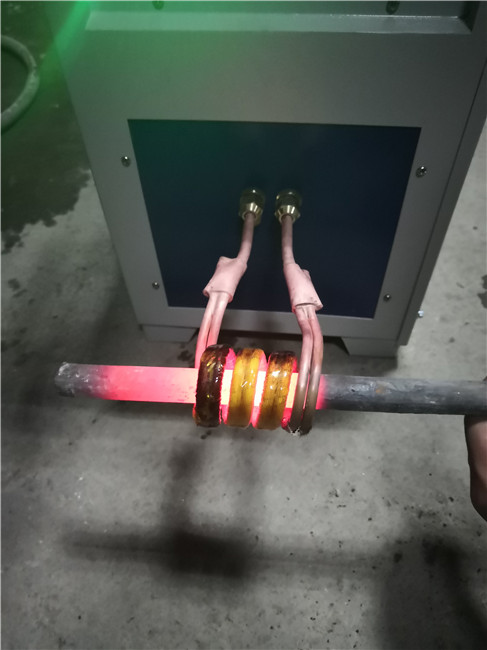
中频透热炉设备用途:
锻前加热:应用于齿轮、齿圈、半轴连杆、轴承、卸扣、索具等产品锻前加热工艺;
在线加热:管道防腐喷涂、棒料蓝脆下料、钢(丝)管在线调质等工艺;
局部加热:U型栓折弯、滚筒热装配、钢管弯管等生产加热工序。
中频透热炉性能特点:
工件加热速度快、氧化脱碳少,,锻件质量好;
工件加热长度、速度、温度等可控制;
感应器炉体一体化设计,不同的感应器设计有快换接头标准件中频透热炉,更换简单方便;
节能优化设计,能耗低、,比烧煤生产成本低;
符合环保要标,污染小,同时还减少了工人的劳动强度。

中频炉使用时限的影响因素
1、炉衬耐火材料
2、铺炉工艺
铺炉质量对炉子的寿命和安全有着重要的意义。铺炉时先检查线圈是否有损伤,如有,则在损伤部位涂刷绝缘漆,将其修复;再用水玻璃拌耐火泥修平炉墙,并将炉墙及炉底清理干净;依次铺设事先按尺寸剪好的云母板、报警不锈钢网、石棉布;用铜芯线接好报警不锈钢网穿出炉子线圈外棒料中频透热炉,再用三个涨圈在铺好石棉布的炉子炉墙下、中、顶部涨紧;铺好的炉子,应盖好,避免杂物落入其中。
3、筑炉工艺
4、烘炉工艺
烘炉是为了获得烧结层的过程,烧结层的好坏直接影响到了炉子的使用寿命,烘炉是一个重要的环节。炉腔筑好后,应立即进行烘炉;烘炉前,检查电气设备、冷却水系统是否正常;烘炉时要严格按烘炉工艺进行圆钢方钢中频透热炉。烘炉工艺是烘炉过程中的关键因素,具体要点:①要控制好加热速度,特别是烘炉早期,如果加热速度过快,炉衬中的水分排出过快则容易形成裂纹,使炉子的寿命大大缩短。②当炉衬被加热到573℃时,炉衬中的β-石英快速转化为α-石英,体积膨胀0.82%。温度继续升高,α-石英在870℃转化为α-鳞石英,体积膨胀16%。在石英相变过程中膨胀过快将容易引起裂纹甚至剥落,因此在400℃加热到600℃时,加热速度应减慢,而在870℃时应保温1h~2h,使其能缓慢且完全的相变。③烘炉后阶段为烧结保温,烧结温度根据具体耐火材料而定,一般希望能得到厚度为炉衬厚30%的烧结层,因此,一般烧结温度高于出铁温度50℃~100℃。
5、用炉工艺
炉子使用过程的各种工艺对炉子的使用寿命也相当重要,各种操作不当均可能会降低炉子的使用寿命。
提高感应电炉坩埚的使用寿命是每一个铸造工作者追求的目标,对企业也将有重大意义。

中频感应炉的发展历程
中频感应炉比工频感应炉具有更多优点,它适合熔炼各种铸铁,特别适合熔炼合金铸铁和球墨铸铁,近年来在铸铁生产中已愈得到广泛的应用。该炉生产率高、节能省电且有较大生产灵活性,对于诸如钢铁冶金企业等行业机修厂及其他单件小批量生产极为有利;它自动化程度高且配有双供电电源与控制系统,同时具有熔炼和保温的功能,对于诸如铸铁管生产的连续作业也很适用,其应用前景必然看好。

PLC在中频透热炉设备中的应用
可编程逻辑控制器,一种数字运算操作的电子系统,为在工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或过程。是工业控制的核心部分。
传统的热处理行业有着环境恶劣,劳动强度大,工艺不易控制,效率低等缺点。采用感应加热方式后,环境,工艺控制方面有了较大改善。为了进一步降低劳动强度,提,洛阳红腾电气有限公司,针对中频透热炉专门设计了自动上料系统,同时配合PLC可编程控制器,对各节点进行精准控制,从而使得锻造、淬火工艺得到有效控制,实现高度自动化控制。该设备具有如下特点:
1、进出料部分为全自动,并搭配PLC控制,机器人自动操作上下料,可以完成产品的重量残次自动分检,实现全自动无人值守操作;
2、 一体化的设计减少安装时间,费用低廉;
3、 进出料系统和透热炉体单元结合在一起,占地面积小。

IGBT中频透热炉的相序检查新方法
检查IGBT中频透热炉(晶闸管、铜母线、各个电抗器.互感器、中频电容器组、换炉开关、感应加热线圈、水冷电缆等联接)准确无误后,再进行相序检查。IGBT中频透热炉工频三相进线必须按装置说明书规定的相序连接,若相序接反,则会造成整流触发脉冲时序混乱,设备不可能正常运行。在车间更换电力变压器或IGBT中频透热炉装置移换另外供电场所后,必须重新校验相序。
检验相序可借助于相序计或电子示波器进行。使用示波器时,应在示波器与示波器的供电电源之间接入变比为1:l的隔离用变压器。不具备此条件时,临时办法是把示波器电源线插头中的接“地”线除去。此时注意,示波器外壳在使用过程中是带电的,因此必须与大地绝缘;同时,人体不能触及示波器外壳。使用时,示波器的触发选择置于“电源触发”。使用双踪示波器时应注意两个y轴输入探头的地线必须同电位,或仅使用一个探头的地线,另一个探头的地线不用。同时,应妥善处理好不用的地线,以避免与其它电路或大地接触。测量强电相序时,示波器探头地线接中频电源柜柜壳,其测试头接工频电网的任一相,即可电压波形。查验出电网的A相与中频电源装置的A相相连,B、C相同样处理即可。若电网相序与中频电源的标志相序不相符,可在工频进线处三相中任意两相对调联接即可。
选择透热炉床体工作方式
半自动工作方式:按工艺要求设定好“加热时间”(改变对应的时间继电器计时值),工件置于对应工位,按下“加热启动”按钮,气缸上升,加热时间继电器开始计时,计时时间到,气缸自动下落,完成一个工作周期,直到下一次按下‘加热启动“按钮,周而复努。
手动工作方式:先将“加热时间“继电器计时值置于工艺值几十倍以上,这时时间继电器仅作加热时间显示,不作加热时间控制,在手动方式下加热时间装卸时间均由手动控制,按下“加热启动”按钮,对应工位气缸上升,按“加热停止”按钮,气缸下降。
5、开机:将“功率调节”旋钮逆时针旋至Z小位置,顺序操作“控制电源通”,“主电源接通”,“逆变接通”按钮,缓慢调节“功率调节”旋钮,随着直流电压的慢慢上升,中频电压表和直流电压表对应上升,同时听到中频噱叫声,说明启动成或,继续调节旋钮至所需功率即可。
6、关机:逆时针将“功率调节”旋钮旋至Z小位置,顺序操作“逆变断开”、“工频断开”按钮,关闭水、气和传送装置;按下“控制电源断”按钮,中频电源断电;断开主机“隔离开关”和机外电源开关。
7、故障处理:开机当中出现“过流”、“过压”等其它故障,并伴有声光(红色)报警时,先将“功率调节”旋钮逆时针调至Z小位置,再按下“故障解除”按钮,此时,逆变自动断开;然后按“逆变接通”按钮,重新启动逆变,如多次出现“过流”、“过压”现象,应停机检修。













