广西钢板中频透热炉工厂_IGBT中频透热炉联系方式__钢板中频透热炉供应商
2021-10-22 09:16:24
中频电炉造成漏炉、穿炉事故的原因:
(1)铁水长时间冷却,一冷一热钢板中频透热炉,热胀冷缩,挤压炉衬导致炉衬产生裂纹,融化过程中铁水从中裂纹穿出,导致穿炉,或者从结盖喷出,造成喷炉事故。节能中频电炉。
(2)中频炉使用越久,炉衬较薄,随着炉内铁水量增加,部分承受力下降导致穿炉棒料中频透热炉。
(3)炉衬局部进杂志或为满足要求,产生缺陷,引发穿炉。节能中频电炉。
(4)炉衬急冷产生裂纹,在熔炼过程中从裂纹中穿出。

透热炉循环冷却系统:
1、冬季停产期间设有冷却水排空装置(压缩空气吹扫接口)。
2、中频柜、电容器出水水温不超过50℃;感应器出水水温不超过55℃;
3、电容器并联供水,并单独设置进出水管。
4、冷却循环水路连接可靠圆钢方钢中频透热炉,标志明显,能承受0.5MPa压力无渗漏,换元件及部件时可关闭相应阀门以隔断水路。
5、正常生产停电时上位水箱可自动投入运行,并能维持感应器内水冷循环0.5小时以上。上位水箱为两套, 水箱容积3~4立方米。
6、感应器循环水与变频器、电容器循环水分路控制。变频器、电容器部分循环水为内循环(水-水热交换器),感应器、辊轮等循环水为外部循环冷却塔直接供水。
7、感应器的每一支水路有与PLC接口相连的电子温控系统。

个人对中频透热炉的发展的一些见解
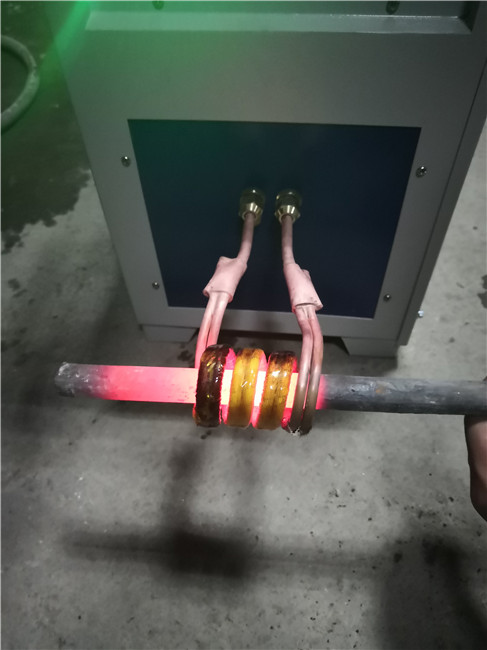
中频电炉的透热炉特性
中频电炉简单来说,就是通过电磁感应在金属表面产生涡流使金属发热熔化的设备。中频电炉由中频电源柜、电容器柜、炉体、冷却器、炉前控制台、炉前操作台、液压站 7部份组成,中频电炉根据功率大小分为风冷式和水冷式。
中频电炉工作在高电压、大电流,加之金属在炉内熔化变成液体后,其温度在 1300-1600℃(铁)之间。中频电炉主要用于合金钢、铜、铝等黑色及有色金属及其合金的熔炼、保温,也可用于金、银等的熔炼。

IGBT中频透热炉维修方法主讲
1、烧IGBT中频透热炉逆变KK硅的原因及维修措施:
主要测试点:大臂波,脉变原副边波,中频输出波,反馈合成波。
1.1原因:以数设置不当。
逆变角调得太大,di/dt冲击大,此现象一般了现在设备运行一段时间,炉料已发红或快出钢水时刻。发果逆变角很大(如接近900C也可能一开始就烧KK硅。)措施:a角调在30 0C—40 0C之间,Z大不得超过42 0C。注:换向点不能出一在输出波形的顶点或左边,否则一开机就烧硅。
1.2原因:桥臂电感太小或饮和(相对磁环而言),吸收太浅,换同毛刺太深,使硅元件因耐压不够或di/dt太大而烧硅,此烧硅现象一般发生在钢水快出炉的时候或整炉炉料已熔化后某一时刻,或功率较大的情况下。措施:适当增大桥臂电感的电感量,如果原来为磁环,则将其换成铜管绕制的空心电感,加强吸收,使反峰毛刺控制在3/2基波幅值内。
1.3原因:脉变内阻太大,产生干扰。
此现象一般表现为运行中随机烧硅。如果硅元件在运行过程中被干扰,其控制极脉冲波形中有随机闪电状干扰,干扰点很亮,幅值可达到2/3脉冲幅底(有时可能与正常脉冲幅值相当,且较难观察到),大臂波中也同步出现某个波抖动,或瞬间出现短粗横线,但脉变一次是侧的波形较正常措施:先用低内阻脉冲变压器,在输出0.047-O.luf电容。

IGBT中频透热炉的相序检查新方法
检查IGBT中频透热炉(晶闸管、铜母线、各个电抗器.互感器、中频电容器组、换炉开关、感应加热线圈、水冷电缆等联接)准确无误后,再进行相序检查。IGBT中频透热炉工频三相进线必须按装置说明书规定的相序连接,若相序接反,则会造成整流触发脉冲时序混乱,设备不可能正常运行。在车间更换电力变压器或IGBT中频透热炉装置移换另外供电场所后,必须重新校验相序。
检验相序可借助于相序计或电子示波器进行。使用示波器时,应在示波器与示波器的供电电源之间接入变比为1:l的隔离用变压器。不具备此条件时,临时办法是把示波器电源线插头中的接“地”线除去。此时注意,示波器外壳在使用过程中是带电的,因此必须与大地绝缘;同时,人体不能触及示波器外壳。使用时,示波器的触发选择置于“电源触发”。使用双踪示波器时应注意两个y轴输入探头的地线必须同电位,或仅使用一个探头的地线,另一个探头的地线不用。同时,应妥善处理好不用的地线,以避免与其它电路或大地接触。测量强电相序时,示波器探头地线接中频电源柜柜壳,其测试头接工频电网的任一相,即可电压波形。查验出电网的A相与中频电源装置的A相相连,B、C相同样处理即可。若电网相序与中频电源的标志相序不相符,可在工频进线处三相中任意两相对调联接即可。
我国中频透热炉锻造行业的瓶颈与发展
经过近几年不断的发展,我国中频透热炉锻造行业的总产量已经从2006年的384万吨发展到2009年的776万吨,规模以上企业数量由四百多家发展到四百五十多家,从业人数由十二万多人壮大到十三万五千多人。在材料利用率方面,冷、温锻件在90%以上,热精锻件平均在85%,普通模锻件平均在75%;自由锻件平均在68%,国外水平普通模锻件材料利用率平均在84%。基本上每吨锻件综合能源消耗0.83t标煤,日本每吨锻件综合能耗为0.52t标煤。在率方面,冷温锻件手工操作平均班产1 000件,步进梁机械手自动化操作平均班产3600件。目前,绝大多数企业还是手工操作。全员劳动率国内52t/人·年,国外175t/人,年。冷锻汽车伞齿轮等少数品种已有部分出口美国。精密冷锻件年产量约为20万吨,精密塑性成形工艺由单工位冷锻成形发展到多工位冷锻成形,中频透热炉锻造温度由室温下的冷锻发展到温冷复合成形和热冷联合成形。在精度指标方面,冷锻件外径误差≤0.05mm,内径误差≤0.08mm,厚度误差≤0.15mm。可以说,中频透热炉锻造行业取得的成绩和发展是有目共睹的。













