【中频锻造加热炉联系方式】,单价,企业(电话咨询)
2021-12-15 09:14:58
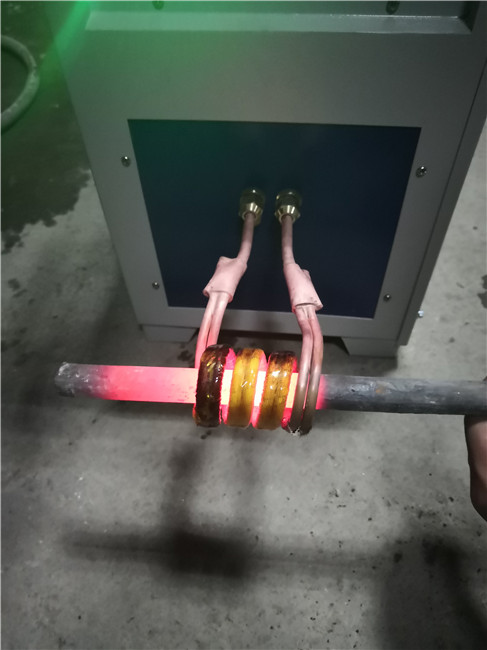
中频透热炉介绍及特点分析
透热是指金属热变形或热处理前的整体穿透加热,是一种将工频50HZ交流电转变为中频(300HZ以上至20K HZ)的电源装置,把三相工频交流电,整流后变成直流电,再把直流电变为可调节的中频电流,供给由电容和感应线圈里流过的中频交变电流,在感应圈中产生高密度的磁力线,并切割感应圈里盛放的金属材料,在金属材料中产生很大的涡流中频锻造加热炉。这种涡流同样具有中频电流的一些性质,即,金属自身的自由电子在有电阻的金属体里流动要产生热量。例如,把一根金属圆柱体放在有交变中频电流的感应圈里,金属圆柱体没有与感应线圈直接接触,通电线圈本身温度已很低,可是圆柱体表面被加热到发红,甚至熔化,而且这种发红和熔化的速度只要调节频率大小和电流的强弱就能实现。如果圆柱体放在线圈中心棒料中频透热炉,那么圆柱体周边的温度是一样的,圆柱体加热和熔化也没有产生有害气体、强光污染环境。国内生产商陕西华泰生产的中频透热炉广泛用于锻造加热[用于棒料、圆钢,方钢,钢板的透热,补温,兰淬下料在线加热圆钢方钢中频透热炉,局部加热,金属材料在线锻造(如齿轮、半轴连杆、轴承等精锻)、挤压、热轧、剪切前的加热、喷涂加热、热装配以及金属材料整体的调质、退火、回火等。]热处理[主要供轴类(直轴、变径轴,凸轮轴、曲轴、齿轮轴等);齿轮类;套、圈、盘类;机床丝杠;导轨;平面;球头;五金工具等多种机械(汽车、摩托车)零件的表面热处理及金属材料整体的调质、退火、回火]等。

透热炉应用中的推料及外操作台工作原理
透热炉推料及外操作台的工作原理推料气缸的动作节拍由外操作台上的时间继电器SJ控制,三个推料气缸共用一个时间 继电器,通过操作台上的三位开关在三个不同的推料气缸之间转换。自动分检 机构由光电开关、红外温度检测仪、调节器(SR3)及PLC组成。光电开关检 测到出料后,将此信号发送给PLC。PLC检测到出料信号后,发出指令使反推 气缸动作,将出口处的工件反推回炉内。同时检测是否有调节器的上下限报警信号,若有此信号则发出指令使不合格推料气缸动作;若无此信号则发出指令使合格推料气缸动作。此处的合格或不合格指令信号是检测到出料信号后的后的一个发送信号,目的在于避免红外温度检测仪及调节器在测温初始阶段 的不稳定性而造成的分检气缸的误动作。时间的长短由PLC上的模拟设定电位器0调节(此电位器的设定范围为0---20秒)。工件温度是否合格的鉴由调节器(SR3)完成,应将温度合格范围的上下限设定为调节器的上下限报警。举例说明:若工件温度在1100°C---1200°C这个范围内視为正常,就应将调节器的上限报警设为1200°C,下限报警设为1100° C。在此温度范围内的工件由合格推料气缸推入合格工件导轨,不在此温度范围内的工件由不合格推料气缸推入不合格工件导轨,从而完成透热炉推料出料的自动分检。

钢管热处理调质设备工艺概述
钢管感应热处理的工艺流程与一般传统的燃气加热步进式炉一样,但是工作原理和加工工程却截然不同。在燃气式步进炉中,钢管是整体加热;而在感应炉 中,钢管是分段逐次前进连续加热;淬火过程与回火过程也是如此进行。所以钢管在加热、淬火、回火时,基本是做纵向移动、螺旋前进的动作,其余才是做横向移 动。其具体加工工艺过程如下:
根据 API 5 CT 标准对油井管的调质要求,油井管管坯由天车吊到上料台架上,人工外观检查后使其整齐排列分布。待线各工作岗位进入正常工作状态时,感应器通电待 料,变频送料机开始旋转,手动操作步进上料机工作,把根油井管从上料台架出口端平稳地抬起滚送到对齐装置的辊道上,变频送料机以设定的速度向前送料, 变频送料机为单辊传动,速度、高度可调,辊型为专门设计倾斜 15°布置的辊式送料机,具有水平送料纠偏对中和工件自旋转功能,其中感应加热线圈之间送料辊 和进出口的送料辊材质为耐热钢,并装有旋转密封内水冷却装置,冷却送料辊并使送料辊外表面干燥,便于油管连续加热,其余送料辊材质为耐磨钢。油管经辊道进 入中频淬火加热区,加热区由一套 3000kW 中频电源和一套 1200kW 中频电源配多组加热感应线圈组成淬火感应加热区,保证工件温度的均匀,加热温度 850℃~ 1000℃。

感应IGBT中频透热炉的特点是什么呢 你了解吗?
感应加热炉与煤炉相比,,工人不会再受炎炎烈日下煤炉的烘烤与烟熏,更可达到部门的各项指标要求,同时树立公司外在形象与锻造业未来的发展趋势。感应加热是电加热炉中的加热方式由室温加热到1100℃的吨锻件耗电量小于360度。
加热均匀,芯表温差,温控精度高
感应加热其热量在工件内自身产生所以加热均匀,芯表温差。应用温控系统可实现对温度的控制提高产品质量和合格率。
中频IGBT中频透热炉加热装置具有体积小,重量轻、、热加工质量优及有利环境等优点正迅速淘汰燃煤炉、燃气炉、燃油炉及,普通电阻炉是新一代的金属加热设备。
中频透热锻造及热处理车间的主要设备, 其工作的稳定性、可靠性及安全性是流水作业的锻造及热处理线正常稳定工作的保证。
此设备特别适宜热处理淬火、退火、金属透热锻打、挤压成型,钎料焊接等。
3、感应炉的主要部件
感应炉的主要部件有感应器、炉体、电源、电容和控制系统等。在感应炉中的交变电磁场作用下,物料内部产生涡流而发热熔化。在这种交变磁场的搅拌作用下,炉中熔体的成分和温度比较均匀,熔炼温度可达1650℃。感应炉除能在大气中熔炼外,还能在真空和、等保护气氛中熔炼,以满足特殊质量的要求。
感应IGBT中频透热炉的特点如上文所述,可以看出感应炉具有非常多的优点,认为感应IGBT中频透热炉是人们在工业中的好帮手。
IGBT中频透热炉的相序检查新方法
检查IGBT中频透热炉(晶闸管、铜母线、各个电抗器.互感器、中频电容器组、换炉开关、感应加热线圈、水冷电缆等联接)准确无误后,再进行相序检查。IGBT中频透热炉工频三相进线必须按装置说明书规定的相序连接,若相序接反,则会造成整流触发脉冲时序混乱,设备不可能正常运行。在车间更换电力变压器或IGBT中频透热炉装置移换另外供电场所后,必须重新校验相序。
检验相序可借助于相序计或电子示波器进行。使用示波器时,应在示波器与示波器的供电电源之间接入变比为1:l的隔离用变压器。不具备此条件时,临时办法是把示波器电源线插头中的接“地”线除去。此时注意,示波器外壳在使用过程中是带电的,因此必须与大地绝缘;同时,人体不能触及示波器外壳。使用时,示波器的触发选择置于“电源触发”。使用双踪示波器时应注意两个y轴输入探头的地线必须同电位,或仅使用一个探头的地线,另一个探头的地线不用。同时,应妥善处理好不用的地线,以避免与其它电路或大地接触。测量强电相序时,示波器探头地线接中频电源柜柜壳,其测试头接工频电网的任一相,即可电压波形。查验出电网的A相与中频电源装置的A相相连,B、C相同样处理即可。若电网相序与中频电源的标志相序不相符,可在工频进线处三相中任意两相对调联接即可。
IGBT中频透热炉整流电压不能往高调节维修方法
①控制移相角的给定电压电源故障,使给定电压不能升高到Z大值。
②电压或电流截止负反馈量过大。
③电流或电压负反馈量过大。
④电流或电压调节器的限幅值过小。
⑤整流电压不能升至满值:电网电压偏低;移相脉冲不能到a =0度;采用正弦波与尖脉冲叠加作同步信号的电路,其尖峰脉冲底部过宽;电流或电压反馈或截-止反馈过深;逆变电路的反向电压时间to过大(此时中频电压偏高、直流电流偏大)













