供应:铜棒中频透热炉_铜棒中频透热炉(认证企业)
2022-01-01 09:19:09
中频透热炉设备用途:
锻前加热:应用于齿轮、齿圈、半轴连杆、轴承、卸扣、索具等产品锻前加热工艺;
在线加热:管道防腐喷涂、棒料蓝脆下料、钢(丝)管在线调质等工艺;
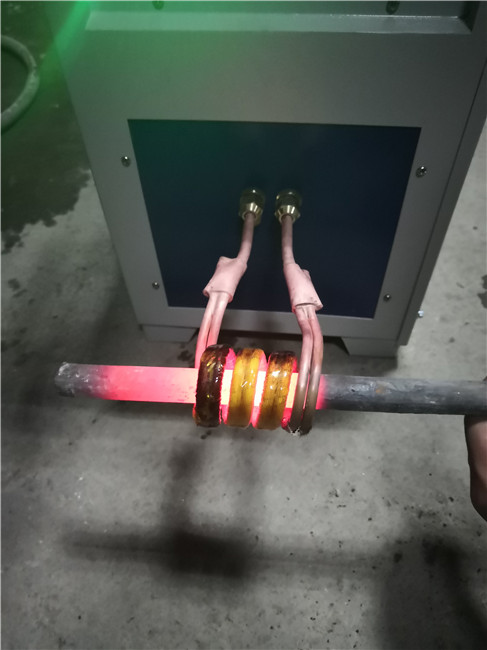
局部加热:U型栓折弯、滚筒热装配、钢管弯管等生产加热工序。
中频透热炉性能特点:
工件加热速度快、氧化脱碳少,,锻件质量好;
工件加热长度、速度、温度等可控制;
感应器炉体一体化设计,不同的感应器设计有快换接头,更换简单方便;
节能优化设计,能耗低、,比烧煤生产成本低;
符合环保要标,污染小,同时还减少了工人的劳动强度铜棒中频透热炉。

中频炉生产过程中的节能途径
现代工业生产过程中,中频炉因其投资少、、操作方便等优点,被广泛运用。但是中频感应炉生产节能问题一直困扰着大多数厂家。下面我们从中频感应炉的生产特点及多年生产实践经验,从提高生产效率、提高熔化速度、减少熔炼时间几方面入手,总结出了中频炉感应炉生产的节电的途径。
首先应该延长连续冶炼时间,这样能提高生产的效率;其次要合理配料,这样提高了熔炼的准确度;然后是合理的冶炼操作,其中要注意生产的安全性;然后是合理控制出钢温度棒料中频透热炉,可以保证生产的质量不出问题;后是要保持设备完好,出现故障及时维修,对设备要定时进行维修和保养。通过合理安排生产、合理配料炉,冶炼作业以及合理控制出钢液温度,都可以缩短熔炼时间,以每炉次平均冶炼时间80min~90min计圆钢方钢中频透热炉,每缩短1min的冶炼时间,就可节约1%的电能。炉衬的质量和冶炼设备完好 是安全生产、提高生产效率和节能降耗的基础。必须科学管理,采取综合措施并切实加以落实,提高生产效率,采取废钢连续加料装。

透热炉循环冷却系统:
1、冬季停产期间设有冷却水排空装置(压缩空气吹扫接口)。
2、中频柜、电容器出水水温不超过50℃;感应器出水水温不超过55℃;
3、电容器并联供水,并单独设置进出水管。
4、冷却循环水路连接可靠,标志明显,能承受0.5MPa压力无渗漏,换元件及部件时可关闭相应阀门以隔断水路。
5、正常生产停电时上位水箱可自动投入运行,并能维持感应器内水冷循环0.5小时以上。上位水箱为两套, 水箱容积3~4立方米。
6、感应器循环水与变频器、电容器循环水分路控制。变频器、电容器部分循环水为内循环(水-水热交换器),感应器、辊轮等循环水为外部循环冷却塔直接供水。
7、感应器的每一支水路有与PLC接口相连的电子温控系统。

中频电炉的几种冷却方法
生产实践中应用广泛的淬火分类是以冷却方式的不同划分的。主要有单液淬火、双液淬火、分级淬火和等温淬火等。
单液淬火是将奥氏体化工件浸入某一种淬火介质种,一直冷却到室温的淬火操作方法。单液淬火介质有水、盐水、碱水、油及专门配制的淬火剂等。一般情况下碳素钢淬火,合金钢淬油。 单液淬火操作简单,有利于实现机械化和自动化。其缺点是冷速受介质冷却特性的限制而影响淬火质量。单液淬火对碳素钢而言只适用于形状较简单的工件。
双液淬火是将奥氏体化工件先浸入一种冷却能力强的介质,在钢件还未达到该淬火介质温度之间即取出,马上浸入另一种冷却能力弱的介质中冷却,如先水后油、先水后空气等。双液淬火减少变形和开裂倾向,操作不好掌握,在应用方面有一定的局限性。

透热炉应用中的推料及外操作台工作原理
透热炉推料及外操作台的工作原理推料气缸的动作节拍由外操作台上的时间继电器SJ控制,三个推料气缸共用一个时间 继电器,通过操作台上的三位开关在三个不同的推料气缸之间转换。自动分检 机构由光电开关、红外温度检测仪、调节器(SR3)及PLC组成。光电开关检 测到出料后,将此信号发送给PLC。PLC检测到出料信号后,发出指令使反推 气缸动作,将出口处的工件反推回炉内。同时检测是否有调节器的上下限报警信号,若有此信号则发出指令使不合格推料气缸动作;若无此信号则发出指令使合格推料气缸动作。此处的合格或不合格指令信号是检测到出料信号后的后的一个发送信号,目的在于避免红外温度检测仪及调节器在测温初始阶段 的不稳定性而造成的分检气缸的误动作。时间的长短由PLC上的模拟设定电位器0调节(此电位器的设定范围为0---20秒)。工件温度是否合格的鉴由调节器(SR3)完成,应将温度合格范围的上下限设定为调节器的上下限报警。举例说明:若工件温度在1100°C---1200°C这个范围内視为正常,就应将调节器的上限报警设为1200°C,下限报警设为1100° C。在此温度范围内的工件由合格推料气缸推入合格工件导轨,不在此温度范围内的工件由不合格推料气缸推入不合格工件导轨,从而完成透热炉推料出料的自动分检。

IGBT中频透热炉的相序检查新方法
检查IGBT中频透热炉(晶闸管、铜母线、各个电抗器.互感器、中频电容器组、换炉开关、感应加热线圈、水冷电缆等联接)准确无误后,再进行相序检查。IGBT中频透热炉工频三相进线必须按装置说明书规定的相序连接,若相序接反,则会造成整流触发脉冲时序混乱,设备不可能正常运行。在车间更换电力变压器或IGBT中频透热炉装置移换另外供电场所后,必须重新校验相序。
检验相序可借助于相序计或电子示波器进行。使用示波器时,应在示波器与示波器的供电电源之间接入变比为1:l的隔离用变压器。不具备此条件时,临时办法是把示波器电源线插头中的接“地”线除去。此时注意,示波器外壳在使用过程中是带电的,因此必须与大地绝缘;同时,人体不能触及示波器外壳。使用时,示波器的触发选择置于“电源触发”。使用双踪示波器时应注意两个y轴输入探头的地线必须同电位,或仅使用一个探头的地线,另一个探头的地线不用。同时,应妥善处理好不用的地线,以避免与其它电路或大地接触。测量强电相序时,示波器探头地线接中频电源柜柜壳,其测试头接工频电网的任一相,即可电压波形。查验出电网的A相与中频电源装置的A相相连,B、C相同样处理即可。若电网相序与中频电源的标志相序不相符,可在工频进线处三相中任意两相对调联接即可。