【棒料中频透热炉联系方式】单价,工厂,(电话咨询)
2022-01-06 09:14:53
中频感应炉的自动化程度
中频感应炉采用计算机控制系统,自动化程度较高棒料中频透热炉。对于大功率中频感应炉,熔化期非常短、过热率非常大,只有采用计算机控制系统才能发挥设备潜力,才能对工厂和操作人员提供的保护。25~30 ℃/min速率过热熔化炉料的炉子,在满功率状态几分钟无人看管,很可能造成灾难故。目前,大型中频感应炉已装备了比较完整的计算机辅助监视和控制系统,其主要内容包括:
1、当炉子坩埚中铁液达到预编程温度时,保证自动降低炉子功率;
2、炉子固定在测重仪上棒料中频透热炉,测重仪为计算机提供炉子里金属炉料的质量数据;
3、监测、计算和控制铁液温度;
4、为新炉衬提供自动烧结程序;
5、确定达到要求的铁液成分所需要的碳、硅及其他添加元素的数量;
6、包括1台自动冷启动装置在内的其他有用的必要的功能。
另外,安装自动化机械装料系统也是发挥大功率中频感应炉全部潜力所不可缺少的。一般安装在轨道上可做横向和纵向移动或绕枢轴转动的振动给料系统为合适。

中频感应炉的发展。目前,工频感应炉向大容量发展已基本停止,中频感应炉的发展则令人瞩目。
1、静力变频器
中频感应炉的发展得益于静力变频器的使用,这种变频器和磁力变频器比较圆钢方钢中频透热炉,其达95%~98%。
感应炉的熔化率是随炉子的容量变化而变化,中频感应炉的熔化率远远超过了工频感应炉,中频炉取代工频炉既减少了用地,又降低了投资,也保证了铁液的连续供应,对于连续作业、生产能力较大的铸铁生产均十分有利。中频感应炉电效率和热,不但提高了熔化率、缩短了熔化时间,其单位电耗也相应降低。
2、生产灵活性
中频感应炉在生产安排上有较大的弹性,熔化操作有较大的灵活性。
3、炉体结构
随着中频感应炉功率密度的不断提高,也就对炉子的安全运行、提高炉衬寿命和降低噪音等要求越来越高,炉体结构的合理性也就越来越为人们所重视,其中重型钢壳炉具有耐久性强和、生产率高且噪音小、易于维修等许多优点。合理的炉体结构十分重要,重型钢壳炉只是其中1种。不少厂家都在致力改进炉体结构,以适应中频感应炉的应用与发展。
4、除渣与修炉
中频感应炉生产率高,熔化期可缩短到35 min左右,为了利用炉子的功率,必须尽可能快地除渣。为了解决这个非常费时而又繁重的作业,出现了1种炉子后倾出渣方法,即通过炉体顶部后边的开槽将炉渣倒入运输车里,这种方法既快捷又方便。炉子后倾角度一般为20°~25°。
中频感应炉工作1个炉役后,必须进行拆除和修炉。为了缩短更换耐火材料炉衬的停炉时间,必须考虑机械化,振动筑炉和炉衬推出机也就成了大型感应炉的主要配件。炉衬推出机可以在耐火材料炉衬完全冷却之前将其推出,进一步缩短了修炉时间,改善了劳动环境。
如何选择合适的中频炉变压器?
中频炉变压器是中频炉的重要组成部分,合适的中频炉变压器可面向提高工作效率,如果中频炉变压器不合适,可能造成中频炉不能很好的工作,甚至出现过程,因此现在合适的中频炉变压器非常正要。
在选择中频炉变压器需要注意一些几点:
1、组联 2、阻抗电压 3、原边电压 4、副边电压 5、变压器配6、容量 7、 凹凸压绕组间需放置隔离屏障层并引出接地,以按捺二次侧整流惹起的谐波效果,还降低变压器铁心磁密和温升,即铁心和铜线要比通俗变压器大,其短路阻抗也要比惯例变压器的短路阻抗高约30%左右。
注意中频炉的输出特征应尽量一致,如输出电压一致,漏抗一致,短路阻抗一致,不然会发生严重环流,以上几个指标如果一个不一致,就影响了中频炉的正常工作,轻者降低工作效率,重者出现不能工作的故障,因此在选择中频炉变压器时,要格外仔细各个指标是否一致。

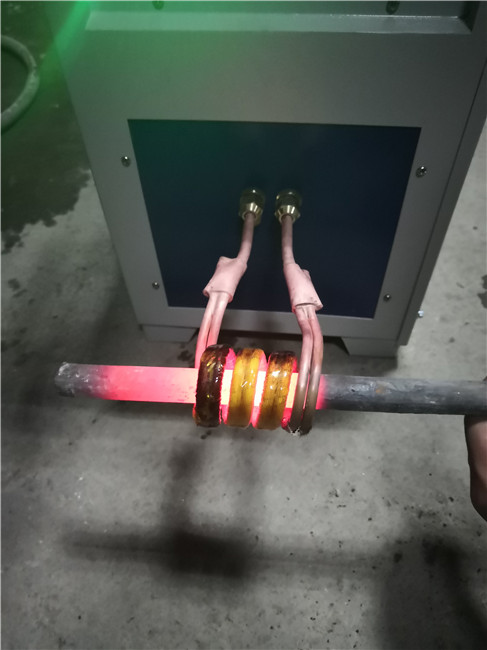
棒料全自动串联中频感应透热炉
棒料全自动串联中频感应透热炉具有温度接口可实现温度闭环控制;具有内外转换及自动手动转换功能;
棒料全自动串联中频感应透热炉多工位结构可根据不同被加热工件方便快捷的更换炉体;
棒料全自动串联中频感应透热炉全数字,无继电控制回路,使系统运行稳定可靠;
棒料全自动串联中频感应透热炉具有过流、过压、欠压、缺相、水压、水温等齐全保护,确保发生任何故障均不损坏设备元器件;
棒料全自动串联中频感应透热炉三相进线不分相序,可任意连接操作简便的“傻瓜”型设备,决不会发生误操做。

钢管热处理调质设备工艺概述
钢管感应热处理的工艺流程与一般传统的燃气加热步进式炉一样,但是工作原理和加工工程却截然不同。在燃气式步进炉中,钢管是整体加热;而在感应炉 中,钢管是分段逐次前进连续加热;淬火过程与回火过程也是如此进行。所以钢管在加热、淬火、回火时,基本是做纵向移动、螺旋前进的动作,其余才是做横向移 动。其具体加工工艺过程如下:
根据 API 5 CT 标准对油井管的调质要求,油井管管坯由天车吊到上料台架上,人工外观检查后使其整齐排列分布。待线各工作岗位进入正常工作状态时,感应器通电待 料,变频送料机开始旋转,手动操作步进上料机工作,把根油井管从上料台架出口端平稳地抬起滚送到对齐装置的辊道上,变频送料机以设定的速度向前送料, 变频送料机为单辊传动,速度、高度可调,辊型为专门设计倾斜 15°布置的辊式送料机,具有水平送料纠偏对中和工件自旋转功能,其中感应加热线圈之间送料辊 和进出口的送料辊材质为耐热钢,并装有旋转密封内水冷却装置,冷却送料辊并使送料辊外表面干燥,便于油管连续加热,其余送料辊材质为耐磨钢。油管经辊道进 入中频淬火加热区,加热区由一套 3000kW 中频电源和一套 1200kW 中频电源配多组加热感应线圈组成淬火感应加热区,保证工件温度的均匀,加热温度 850℃~ 1000℃。

IGBT中频透热炉的相序检查新方法
检查IGBT中频透热炉(晶闸管、铜母线、各个电抗器.互感器、中频电容器组、换炉开关、感应加热线圈、水冷电缆等联接)准确无误后,再进行相序检查。IGBT中频透热炉工频三相进线必须按装置说明书规定的相序连接,若相序接反,则会造成整流触发脉冲时序混乱,设备不可能正常运行。在车间更换电力变压器或IGBT中频透热炉装置移换另外供电场所后,必须重新校验相序。
检验相序可借助于相序计或电子示波器进行。使用示波器时,应在示波器与示波器的供电电源之间接入变比为1:l的隔离用变压器。不具备此条件时,临时办法是把示波器电源线插头中的接“地”线除去。此时注意,示波器外壳在使用过程中是带电的,因此必须与大地绝缘;同时,人体不能触及示波器外壳。使用时,示波器的触发选择置于“电源触发”。使用双踪示波器时应注意两个y轴输入探头的地线必须同电位,或仅使用一个探头的地线,另一个探头的地线不用。同时,应妥善处理好不用的地线,以避免与其它电路或大地接触。测量强电相序时,示波器探头地线接中频电源柜柜壳,其测试头接工频电网的任一相,即可电压波形。查验出电网的A相与中频电源装置的A相相连,B、C相同样处理即可。若电网相序与中频电源的标志相序不相符,可在工频进线处三相中任意两相对调联接即可。