螺母中频透热炉_天津螺母中频透热炉报价_推荐信息放心选择
2022-04-10 09:12:28
中频电炉如何安全防护?
中频电源、感应线圈、水电缆等都需要用水进行冷却,因此水对于炉子设备至关重要。由于冷却水故障而造成的炉子设备损坏的几率是较高的螺母中频透热炉。因为被冷却的器件大多是带电体,如晶闸管、感应线圈、水电缆等,所以直接冷却这些器件的冷却水的导电率必须低于规定值,连接软管必须是无碳胶管。此外,冷却水的进水温度、出水温度、水压和流量都必须符合设计规定。电炉的冷却水系统设有各种传感器,以监测冷却水的相关参数。当冷却水参数出现异常、超出设定值时就会报警,或停止设备运行。
中频电炉的冷却水泵站要配两台规格相同的主水泵(一用一备)棒料中频透热炉,并且必须配有应急冷却水系统。当电网供电中断造成主水泵不能工作时,应急冷却水系统可为炉体提供冷却,避免炉体损坏。

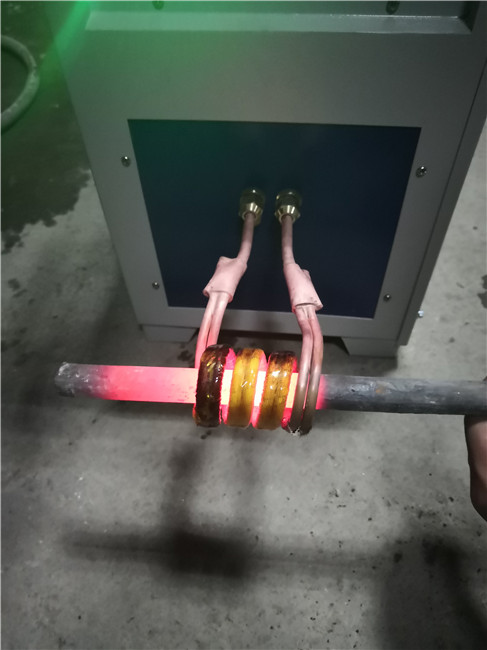
棒料全自动串联中频感应透热炉
棒料全自动串联中频感应透热炉具有温度接口可实现温度闭环控制;具有内外转换及自动手动转换功能;
棒料全自动串联中频感应透热炉多工位结构可根据不同被加热工件方便快捷的更换炉体;
棒料全自动串联中频感应透热炉全数字,无继电控制回路,使系统运行稳定可靠;
棒料全自动串联中频感应透热炉具有过流、过压、欠压、缺相、水压、水温等齐全保护,确保发生任何故障均不损坏设备元器件;
棒料全自动串联中频感应透热炉三相进线不分相序,可任意连接操作简便的“傻瓜”型设备,决不会发生误操做圆钢方钢中频透热炉。
中频电炉采用二次淬火工艺的目的
中频熔炼炉在热处理过程中有时会采用二次淬火工艺,即一次用较高温度的淬火,然后采用较低温度的淬火、回火,这样做的目的,主要是用于渗碳钢的淬火处理。由于渗碳后的零件往往在表面的高碳区存在有网状渗碳体,这种网状渗碳体常用两种方法来消除—高温正火和高温淬火。高温正火常用在有效尺寸小的零件;对有效尺寸大的零件,中频电炉正火往往显得冷速缓慢,消除不了网状渗碳体。因此就必须采用快速的淬火冷却促使网状渗碳体消除。
中频熔炼炉在一次淬火还不够,会出现晶粒粗大的现象,因为必须再一次淬火,以消除高温淬火后出现的粗大的马氏体针。中频电炉第二次淬火是正常状态的淬火,目的是为了细化组织,获得正常的马氏体或隐晶马氏体。

IGBT中频透热炉的相序检查新方法
检查IGBT中频透热炉(晶闸管、铜母线、各个电抗器.互感器、中频电容器组、换炉开关、感应加热线圈、水冷电缆等联接)准确无误后,再进行相序检查。IGBT中频透热炉工频三相进线必须按装置说明书规定的相序连接,若相序接反,则会造成整流触发脉冲时序混乱,设备不可能正常运行。在车间更换电力变压器或IGBT中频透热炉装置移换另外供电场所后,必须重新校验相序。
检验相序可借助于相序计或电子示波器进行。使用示波器时,应在示波器与示波器的供电电源之间接入变比为1:l的隔离用变压器。不具备此条件时,临时办法是把示波器电源线插头中的接“地”线除去。此时注意,示波器外壳在使用过程中是带电的,因此必须与大地绝缘;同时,人体不能触及示波器外壳。使用时,示波器的触发选择置于“电源触发”。使用双踪示波器时应注意两个y轴输入探头的地线必须同电位,或仅使用一个探头的地线,另一个探头的地线不用。同时,应妥善处理好不用的地线,以避免与其它电路或大地接触。测量强电相序时,示波器探头地线接中频电源柜柜壳,其测试头接工频电网的任一相,即可电压波形。查验出电网的A相与中频电源装置的A相相连,B、C相同样处理即可。若电网相序与中频电源的标志相序不相符,可在工频进线处三相中任意两相对调联接即可。
IGBT中频透热炉调试前紧固件和水路的重要检查
IGBT中频透热炉的电源装置的容量较大,在大电流下运行时,若回路中紧固件松动或脱开,在回路电感中会产生很高的自感电势而危及主电路安全
运行、损坏元器件。应检查铜母线联接处的螺栓紧同情况,特别是负载电路,因其电流更大,工作时发热,停机时冷却,膨胀、收缩情况下更易松动。有些现场故障就是出自这些原因。在紧固中频电容器主接线柱时,应用两只扳手分别同时均匀紧固,以免主接线柱外套与箱壳焊接处松动而造成漏油损坏。此外,应检查全部电气联接的紧固件及焊点。
IGBT中频透热炉冷却水路检查,检查冷却水在各部位的进出是否畅通,冷却水管道、分支、元器件的联接处是否有漏水、渗水现象,观察塑质水管有否折压、弯瘪等有碍水路畅通现象。电源的水路联接应按同电位原则相串联,特别是当水质不理想时。同电位相串联的水路联接系统有个别支路必须作不同电位相串联时,其支路.冷却水塑质管应有1.2m以上的长度。晶闸管漏水或凝露会引发故障,必须及时消除之。

全自动中频感应串联透热炉技术参数
我公司的串联透热炉为全自动中频感应串联透热炉具有振动排序、托辊进料、温度自动控制、三位温控分检功能。
二、全自动中频感应串联透热炉:
1、每吨毛坯感应加热耗电量:340KW.h±5%
2、具有满炉冷料启动功能,启动成功率:100%;热料100%。开始加热出料即能达到工艺温度。并能锻打到Z后一根料。
3、整个工作过程满功率输出,运行功率因数在0.95以上。
4、 中频变频器柜内晶闸管等主要元件及整线主要元件优选国内器件,所有设计部件因采购困难需替换时高靠一级,以保证设备运行稳定可靠。
5、 中频感应加热炉具有保温功能(中频电源低功率运行),保温时间不少于30分钟。
6、加热后各种毛坯达到不同材质的工艺温度(Z高1250°C)。
7、 材料烧损率:≤ 0.5%。
8 、电路结构:串联逆变。
9、在电网电压波动10%的情况下,中频输出电压波动不大于±1%。
10、内部各种铜连接截面积足够大, 以减少功率损耗。













