青海钢棒中频透热炉(服务保障)_钢棒中频透热炉多少钱
2022-04-14 09:13:38
中频炉加工的概念
现在的机械行业必须同全球化制造趋势保持一致,通过提率、同客户合作来降低成本。在这个全球竞争的后WTO时代,全世界的公司正对相同感觉作出更快、更轻、更便宜的反应,即所制造的产品和零件必须能在高速下运转,由于成本的压力轻、更便宜。取得这些目标的途径是通过发展和应用新材料钢棒中频透热炉,单这些新的材料通常都难以加工,这种商业上的动力和技术上的困难的组合在汽车和航空工业尤其突出,并已成为有见识的中频电炉研发部门的首要驱动力。
球墨铸铁已成为发动机零件和其它汽车、农用设备和机床工业上的零件的常见的材料。这种合金提供较低的生产成本和良好的机械性能的组合,他们比刚才便宜,而比铸铁有更高的强度和韧性。但同时球墨铸铁非常耐磨,有快速熔炼的倾向,这种耐磨性很大的程度上含量影响,他的耐磨性越好棒料中频透热炉,而且他的可加工性越差。另外,球墨铸铁的多孔性导致断续切削,这更加降低中频电炉的使用寿命。为了使这个范围性能优,这种材质有一个硬且抗变形的基体,对于加工球墨铸铁很理想,它的涂层由一层较厚的很耐磨的碳氮化钛和一层较薄的抗月牙洼磨损需要的CVD图层的全部硬度而且韧性平滑性增加的中温化学气相沉积(MTCVD)工艺圆钢方钢中频透热炉。基体/涂层的组合性能给予很高的抗塑性变形和刃口微崩能力,使之成为正常速度下加工球墨铸铁的理想材质。

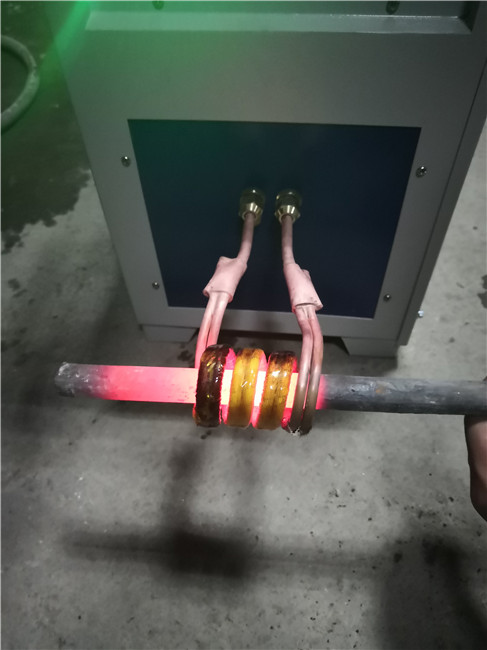
圆钢中频透热炉的工作原理及组成部件
圆钢中频透热炉,是由全固态感应加热设备输出中频电流,通过炉体感应圈产生交变磁场,它能贯穿放在感应圈中的工件,使工件自身感应出电流,并使工件迅速加热,主要适用于:直径100/15kg左右的圆钢、方钢等工件的透热锻造。
圆钢中频透热炉,是由感应线圈、固定结构件、绝缘保温层、冷却水路等组成的,根据加热工件的长短和工件的工艺参数,而进行专门设计的,整个感应加热线圈,由大截面矩型铜管绕制而成,管内通冷却水,感应线圈表面使用特殊的绝缘隔热材料,加强其绝缘强度,减小热损失。
圆钢中频透热炉,采用新型的IGBT器件,本身耗能较小,采用串联谐振和前级不可控全桥整流,节能省点,省去了庞大的电抗器,不会在整流段引起波形的变形,并且用大电容滤波,因此谐波数较小,降低了对电网的干扰,提高了功率因数。
公司主要研发、生产和销售各系列超音频/高频、中频感应加热设备,型号齐全,产品质量非常稳定,主要应用于各种钢材的中高频淬火、透热锻造、焊接以及小金属的熔炼、工件的退火、回火等感应加热,公司拥有多名感应加热技术工程师,拥有10年以上的感应加热技术研究与感应加热设备研发、生产经验,如果您有任何的需求,可以随时和我们联系,我们将竭诚为您服务,期待与您的合作。

棒料透热炉的技术特点
功率自动调节:无级调节范围10%-。全自动数字化IGBT可控硅中频电源的功率与温度联动性极强,通过功率与温度自动调控系统实现加热温度稳定控制。
温度闭环控制系统:红外线测温仪测量感应炉出口坯料的加热温度,监测是否存在过热或加热不完全。温度监测后,将信号反馈给感应加热的工作主机—可控硅中频电源的控制系统,电源根据设定之工艺要求进行自动识别,当坯料温度超出目标温度范围时,控制系统会在该设定值的基础上自动调节输出功率,对电源功率进行修正,以控制坯料温度在目标范围之内。减少了不合格品的产生,保证了产品质量的一致性。

棒料全自动串联中频感应透热炉设备也可以选择采用西门子PLC及操作屏对设备生产进行全过程控制,具有参数显示、记录、查询、报警等功能;温度控制的数学模型计算、功率因子自修正的控制方式,可使批量温度稳定性得到较好的控制。此项为选配项,可以增加设备的档次,全部加软件部分价格为8.0万。
棒料全自动串联中频感应透热炉设备也可选配一台风水冷却器(FL-500)进行冷却。价格为6.0万。
棒料全自动串联中频感应透热炉设备技术指标和技术特点
1、启动成功率可达
2、整流功率因数大于等于0.96。

IGBT中频透热炉的相序检查新方法
检查IGBT中频透热炉(晶闸管、铜母线、各个电抗器.互感器、中频电容器组、换炉开关、感应加热线圈、水冷电缆等联接)准确无误后,再进行相序检查。IGBT中频透热炉工频三相进线必须按装置说明书规定的相序连接,若相序接反,则会造成整流触发脉冲时序混乱,设备不可能正常运行。在车间更换电力变压器或IGBT中频透热炉装置移换另外供电场所后,必须重新校验相序。
检验相序可借助于相序计或电子示波器进行。使用示波器时,应在示波器与示波器的供电电源之间接入变比为1:l的隔离用变压器。不具备此条件时,临时办法是把示波器电源线插头中的接“地”线除去。此时注意,示波器外壳在使用过程中是带电的,因此必须与大地绝缘;同时,人体不能触及示波器外壳。使用时,示波器的触发选择置于“电源触发”。使用双踪示波器时应注意两个y轴输入探头的地线必须同电位,或仅使用一个探头的地线,另一个探头的地线不用。同时,应妥善处理好不用的地线,以避免与其它电路或大地接触。测量强电相序时,示波器探头地线接中频电源柜柜壳,其测试头接工频电网的任一相,即可电压波形。查验出电网的A相与中频电源装置的A相相连,B、C相同样处理即可。若电网相序与中频电源的标志相序不相符,可在工频进线处三相中任意两相对调联接即可。
选择透热炉床体工作方式
半自动工作方式:按工艺要求设定好“加热时间”(改变对应的时间继电器计时值),工件置于对应工位,按下“加热启动”按钮,气缸上升,加热时间继电器开始计时,计时时间到,气缸自动下落,完成一个工作周期,直到下一次按下‘加热启动“按钮,周而复努。
手动工作方式:先将“加热时间“继电器计时值置于工艺值几十倍以上,这时时间继电器仅作加热时间显示,不作加热时间控制,在手动方式下加热时间装卸时间均由手动控制,按下“加热启动”按钮,对应工位气缸上升,按“加热停止”按钮,气缸下降。
5、开机:将“功率调节”旋钮逆时针旋至Z小位置,顺序操作“控制电源通”,“主电源接通”,“逆变接通”按钮,缓慢调节“功率调节”旋钮,随着直流电压的慢慢上升,中频电压表和直流电压表对应上升,同时听到中频噱叫声,说明启动成或,继续调节旋钮至所需功率即可。
6、关机:逆时针将“功率调节”旋钮旋至Z小位置,顺序操作“逆变断开”、“工频断开”按钮,关闭水、气和传送装置;按下“控制电源断”按钮,中频电源断电;断开主机“隔离开关”和机外电源开关。
7、故障处理:开机当中出现“过流”、“过压”等其它故障,并伴有声光(红色)报警时,先将“功率调节”旋钮逆时针调至Z小位置,再按下“故障解除”按钮,此时,逆变自动断开;然后按“逆变接通”按钮,重新启动逆变,如多次出现“过流”、“过压”现象,应停机检修。













