标准件中频透热炉_江西标准件中频透热炉厂家_推荐信息放心选择
2022-07-23 09:14:22
中频透热炉工艺中存在的问题
目前中国的重型制造行业,进行了大规模的引进数控成形磨齿机,它的强化方式是要求对于渗碳淬火的热处理方式标准件中频透热炉。中频透热炉技术工艺由以前的感应热处理方式像渗碳淬火的热处理方式的过度,两者各具优缺点,如何合理使用感应加热淬火技术,如何合理使用渗碳淬火的热处理方式是个值得思考和亟待解决的课题。由于中频加热电源的频率和功率可调性差,难于实现感应加热淬火参数的实时调节,导致了近来年,在齿轮上的应用是越来越少。中频加热电源的频率和功率可调性差,难于实现感应加热淬火参数的实时调节。种种表明棒料中频透热炉,前提就是要先解决中频透热炉工艺中存在的问题。

中频透热炉介绍及特点分析
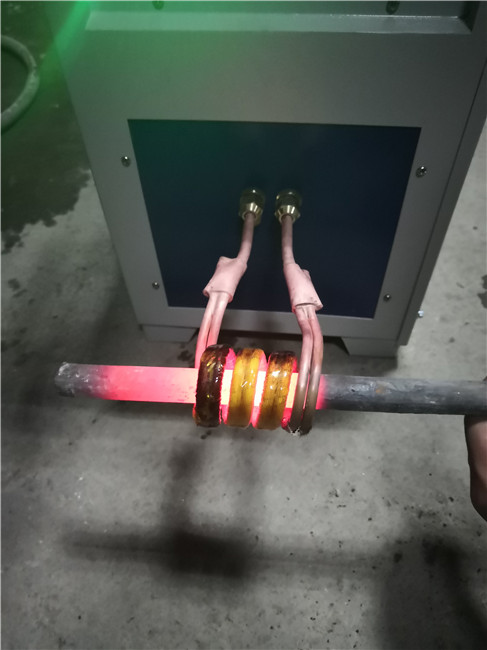
透热是指金属热变形或热处理前的整体穿透加热,是一种将工频50HZ交流电转变为中频(300HZ以上至20K HZ)的电源装置,把三相工频交流电,整流后变成直流电,再把直流电变为可调节的中频电流,供给由电容和感应线圈里流过的中频交变电流,在感应圈中产生高密度的磁力线,并切割感应圈里盛放的金属材料,在金属材料中产生很大的涡流圆钢方钢中频透热炉。这种涡流同样具有中频电流的一些性质,即,金属自身的自由电子在有电阻的金属体里流动要产生热量。例如,把一根金属圆柱体放在有交变中频电流的感应圈里,金属圆柱体没有与感应线圈直接接触,通电线圈本身温度已很低,可是圆柱体表面被加热到发红,甚至熔化,而且这种发红和熔化的速度只要调节频率大小和电流的强弱就能实现。如果圆柱体放在线圈中心,那么圆柱体周边的温度是一样的,圆柱体加热和熔化也没有产生有害气体、强光污染环境。国内生产商陕西华泰生产的中频透热炉广泛用于锻造加热[用于棒料、圆钢,方钢,钢板的透热,补温,兰淬下料在线加热,局部加热,金属材料在线锻造(如齿轮、半轴连杆、轴承等精锻)、挤压、热轧、剪切前的加热、喷涂加热、热装配以及金属材料整体的调质、退火、回火等。]热处理[主要供轴类(直轴、变径轴,凸轮轴、曲轴、齿轮轴等);齿轮类;套、圈、盘类;机床丝杠;导轨;平面;球头;五金工具等多种机械(汽车、摩托车)零件的表面热处理及金属材料整体的调质、退火、回火]等。

棒料透热锻造有专门的圆棒锻造IGBT中频透热炉可以选
棒料是有一定长度的圆形或多边形长棍形状的材料,一般是锻件的原材料,基本都需要进行透热锻造工序。棒料的透热锻造有专门的圆棒锻造IGBT中频透热炉可以选,虽然说市面上有很多种热处理的设备,在比较之下,还是圆棒锻造IGBT中频透热炉更适合一些。
圆棒锻造IGBT中频透热炉
棒料加热一般选用中频炉,这也是有一定科学依据的。棒料感应加热时,加热沿棒料表面进行,频率越高,加热深度越浅,频率越低,加热深度越深,如果说要加热的棒料直径较大,则棒料心部的温度很难得到提高,且与表面温度有较大的温差,而使用棒料加热设备选用中频加热电源则基本可以解决这一问题。中频频率一般为2KHZ-10KHZ,我们要根据加热棒料的直径,来选择相对应的加热频率,这样可保证棒料表面和心部都能够均匀加热,而且棒料加热设备还具有较高的强度、硬度以及优越的铸造性能,易切削加工,收缩系数小。
圆棒锻造IGBT中频透热炉的优势:
1、升温快,氧化皮少。
2、24小时不间断工作,实现自动送料。
3、多品种进出料机:对用户不同的工艺要求,配置不同的进出料机,形成设备的优化组合。具体形式有:连续式,间歇等,出料形式:倾翻式,直滑式等。
4、多种保护:冷却水路的水温、水压报警。设定温度的上下限警。
5、安装、调试和操作非常方便,一学即会。为工人提供良好的操作环境。
6、方便更换炉体,以适应棒料整体加热或端部加热的不同要求。
IGBT中频透热炉的相序检查新方法
检查IGBT中频透热炉(晶闸管、铜母线、各个电抗器.互感器、中频电容器组、换炉开关、感应加热线圈、水冷电缆等联接)准确无误后,再进行相序检查。IGBT中频透热炉工频三相进线必须按装置说明书规定的相序连接,若相序接反,则会造成整流触发脉冲时序混乱,设备不可能正常运行。在车间更换电力变压器或IGBT中频透热炉装置移换另外供电场所后,必须重新校验相序。
检验相序可借助于相序计或电子示波器进行。使用示波器时,应在示波器与示波器的供电电源之间接入变比为1:l的隔离用变压器。不具备此条件时,临时办法是把示波器电源线插头中的接“地”线除去。此时注意,示波器外壳在使用过程中是带电的,因此必须与大地绝缘;同时,人体不能触及示波器外壳。使用时,示波器的触发选择置于“电源触发”。使用双踪示波器时应注意两个y轴输入探头的地线必须同电位,或仅使用一个探头的地线,另一个探头的地线不用。同时,应妥善处理好不用的地线,以避免与其它电路或大地接触。测量强电相序时,示波器探头地线接中频电源柜柜壳,其测试头接工频电网的任一相,即可电压波形。查验出电网的A相与中频电源装置的A相相连,B、C相同样处理即可。若电网相序与中频电源的标志相序不相符,可在工频进线处三相中任意两相对调联接即可。
复合锅底加热透热炉床体及感应器调整方法
注意:必须把外部电源全部切断后,才能进行调档等操作。
在调档等操作结束后通电、运行时,必须先关闭透热炉的门板,以免引起触电。透热炉床体是指主机中的复合底加热部分,由感应头、床体身、电容器、气缸、送料带和操作面板等几部分组成。感应头是机床体的核心装置,它直接关系到锅底加热的效率和温度均匀度,它与电容器产生并联LC谐振,把中频电能输出给工件,使工件在中频交变磁场下产生涡流而发热。为了保证锅底的不锈钢层和铝层加热均匀,在加热时用气缸或油缸给锅底施加一定的压力,使各层金属紧密粘贴,以利于热传导。由于复合底Z外层不锈钢板直径大于中间的铝层,使得超出部分容易产生过热。为了解决此问题,我们将感应头的边缘匝数做成可调节形式,即通过增减边缘匝数来适应不同直径的锅底,可获得满意的加热效果。在感应头上顶部有四档可调位置,通过改变调档连接片的连接位置可对应加热+90—+300mm直径的各种复合锅底。
我国中频透热炉锻造行业的瓶颈与发展
经过近几年不断的发展,我国中频透热炉锻造行业的总产量已经从2006年的384万吨发展到2009年的776万吨,规模以上企业数量由四百多家发展到四百五十多家,从业人数由十二万多人壮大到十三万五千多人。在材料利用率方面,冷、温锻件在90%以上,热精锻件平均在85%,普通模锻件平均在75%;自由锻件平均在68%,国外水平普通模锻件材料利用率平均在84%。基本上每吨锻件综合能源消耗0.83t标煤,日本每吨锻件综合能耗为0.52t标煤。在率方面,冷温锻件手工操作平均班产1 000件,步进梁机械手自动化操作平均班产3600件。目前,绝大多数企业还是手工操作。全员劳动率国内52t/人·年,国外175t/人,年。冷锻汽车伞齿轮等少数品种已有部分出口美国。精密冷锻件年产量约为20万吨,精密塑性成形工艺由单工位冷锻成形发展到多工位冷锻成形,中频透热炉锻造温度由室温下的冷锻发展到温冷复合成形和热冷联合成形。在精度指标方面,冷锻件外径误差≤0.05mm,内径误差≤0.08mm,厚度误差≤0.15mm。可以说,中频透热炉锻造行业取得的成绩和发展是有目共睹的。













