圆钢方钢中频透热炉厂家_圆钢方钢中频透热炉厂家
2023-08-24 09:08:45
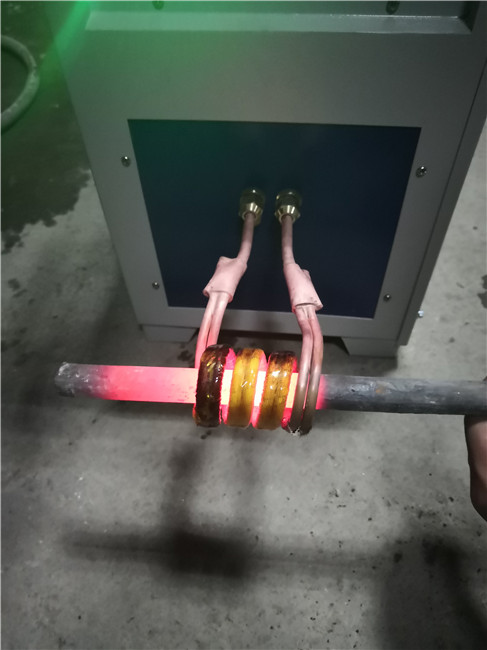
中频透热炉设备用途:
锻前加热:应用于齿轮、齿圈、半轴连杆、轴承、卸扣、索具等产品锻前加热工艺;
在线加热:管道防腐喷涂、棒料蓝脆下料、钢(丝)管在线调质等工艺;
局部加热:U型栓折弯、滚筒热装配、钢管弯管等生产加热工序。
中频透热炉性能特点:
工件加热速度快、氧化脱碳少,,锻件质量好;
工件加热长度、速度、温度等可控制;
感应器炉体一体化设计圆钢方钢中频透热炉,不同的感应器设计有快换接头,更换简单方便;
节能优化设计,能耗低、,比烧煤生产成本低;
符合环保要标,污染小,同时还减少了工人的劳动强度。

中频透热炉介绍及特点分析
透热是指金属热变形或热处理前的整体穿透加热,是一种将工频50HZ交流电转变为中频(300HZ以上至20K HZ)的电源装置,把三相工频交流电,整流后变成直流电,再把直流电变为可调节的中频电流棒料中频透热炉,供给由电容和感应线圈里流过的中频交变电流,在感应圈中产生高密度的磁力线,并切割感应圈里盛放的金属材料,在金属材料中产生很大的涡流。这种涡流同样具有中频电流的一些性质,即,金属自身的自由电子在有电阻的金属体里流动要产生热量。例如,把一根金属圆柱体放在有交变中频电流的感应圈里,金属圆柱体没有与感应线圈直接接触圆钢方钢中频透热炉,通电线圈本身温度已很低,可是圆柱体表面被加热到发红,甚至熔化,而且这种发红和熔化的速度只要调节频率大小和电流的强弱就能实现。如果圆柱体放在线圈中心,那么圆柱体周边的温度是一样的,圆柱体加热和熔化也没有产生有害气体、强光污染环境。国内生产商陕西华泰生产的中频透热炉广泛用于锻造加热[用于棒料、圆钢,方钢,钢板的透热,补温,兰淬下料在线加热,局部加热,金属材料在线锻造(如齿轮、半轴连杆、轴承等精锻)、挤压、热轧、剪切前的加热、喷涂加热、热装配以及金属材料整体的调质、退火、回火等。]热处理[主要供轴类(直轴、变径轴,凸轮轴、曲轴、齿轮轴等);齿轮类;套、圈、盘类;机床丝杠;导轨;平面;球头;五金工具等多种机械(汽车、摩托车)零件的表面热处理及金属材料整体的调质、退火、回火]等。

棒料透热炉的技术特点
功率自动调节:无级调节范围10%-。全自动数字化IGBT可控硅中频电源的功率与温度联动性极强,通过功率与温度自动调控系统实现加热温度稳定控制。
温度闭环控制系统:红外线测温仪测量感应炉出口坯料的加热温度,监测是否存在过热或加热不完全。温度监测后,将信号反馈给感应加热的工作主机—可控硅中频电源的控制系统,电源根据设定之工艺要求进行自动识别,当坯料温度超出目标温度范围时,控制系统会在该设定值的基础上自动调节输出功率,对电源功率进行修正,以控制坯料温度在目标范围之内。减少了不合格品的产生,保证了产品质量的一致性。

IGBT中频透热炉的相序检查新方法
检查IGBT中频透热炉(晶闸管、铜母线、各个电抗器.互感器、中频电容器组、换炉开关、感应加热线圈、水冷电缆等联接)准确无误后,再进行相序检查。IGBT中频透热炉工频三相进线必须按装置说明书规定的相序连接,若相序接反,则会造成整流触发脉冲时序混乱,设备不可能正常运行。在车间更换电力变压器或IGBT中频透热炉装置移换另外供电场所后,必须重新校验相序。
检验相序可借助于相序计或电子示波器进行。使用示波器时,应在示波器与示波器的供电电源之间接入变比为1:l的隔离用变压器。不具备此条件时,临时办法是把示波器电源线插头中的接“地”线除去。此时注意,示波器外壳在使用过程中是带电的,因此必须与大地绝缘;同时,人体不能触及示波器外壳。使用时,示波器的触发选择置于“电源触发”。使用双踪示波器时应注意两个y轴输入探头的地线必须同电位,或仅使用一个探头的地线,另一个探头的地线不用。同时,应妥善处理好不用的地线,以避免与其它电路或大地接触。测量强电相序时,示波器探头地线接中频电源柜柜壳,其测试头接工频电网的任一相,即可电压波形。查验出电网的A相与中频电源装置的A相相连,B、C相同样处理即可。若电网相序与中频电源的标志相序不相符,可在工频进线处三相中任意两相对调联接即可。
铜管退火中频加热炉
此铜管退火中频加热装置,我科信电炉公司专为铜管在线退火而设计的,针对其在运动中进行连续加热及被加热工件为铜材的特点,在系统设计中对电源、感应器各参数应做特殊设计,整套系统采用一套800KW/6KHZ电源进行加热,感应器外部制作成铝质封闭外壳,内充保护性气体(氮气)以防铜管加热氧化,此系统具有以下特点:
1.1中频电源为800KW/6KHz。由于功率较大,频率较高,电源设计有一些特殊要求。这些将在电源的描述中详细说明。
1.2中频电源和感应器均采取水冷却方式,使设备的体积较小,容易安装。
1.3自动连续,可根据不同工件参数自动调整速度。
1.4线传输滚道采用变频调速,加上PLC可实现温度、速度、功率等的闭环控制。

设备配置及加热工艺过程的实现:
将所需电源800KW/6KHZ为两台加热炉体供电,两台加热炉体对铜管进行加热,每台炉体对铜管进行一次快速提温后,经过短时间的保温过程,这个过程为无加热过程,为防止进入下一台感应炉时钢管低头而无法对准,中间设有机械滚轮装置定位;为了防止铜管加热过程的氧化,将两台炉体及导位部分装入一台密封的外壳之中,其中通入惰性气体;每台炉体的长度为400MM,机械滚轮装置与炉体之间的距离为单边20MM,炉体部分合计长度为800MM,考虑外壳占用部分空间,该加热部分总长度需1200MM即可。 两台炉体和一套机械滚轮装置底座均固定在同一个炉体底座上,炉体的外壳为硬质铝合金,可同时起到保护气体密闭和磁屏蔽作用,使机架、滚轮等不被漏磁感应加热;炉体外壳设计为可拆卸式,对于炉体的检修、机械滚轮装置的更换均提供了方便。













