江西棒料中频透热炉报价_中频锻造加热炉联系方式(电话咨询)
2024-07-30 09:06:07
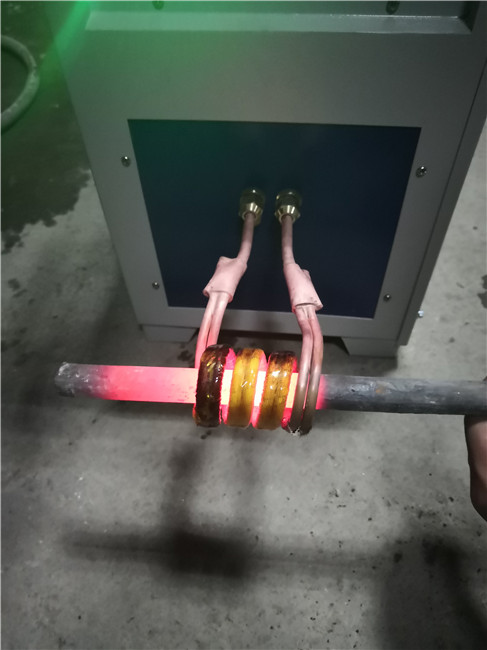
中频透热炉的应用
1、机床导轨的淬火处理;
2、煤矿用截齿的焊接;
3、矿山用一字钎头和梅花钎头的焊接;
4、直径30以下螺栓的热变形;
5、直径30以下的螺母的热变形;
6、金属粉末重熔;
7、直径300以下链轮的热处理;
8、直径80以下轴的淬火处理;
9、直径80以下工件的横截面处理;
10、各种手工工具的淬火处理(锤子,斧头,管钳,断线钳);
11、各种汽车工具的热变形(如套筒扳手);
12、汽车、摩托车零部件的局部热处理;
13、各种机械零部件的的局部热处理(需厂家提供图纸及技术要求)。

中频透热炉工艺中存在的问题
目前中国的重型制造行业,进行了大规模的引进数控成形磨齿机,它的强化方式是要求对于渗碳淬火的热处理方式中频锻造加热炉。中频透热炉技术工艺由以前的感应热处理方式像渗碳淬火的热处理方式的过度,两者各具优缺点,如何合理使用感应加热淬火技术,如何合理使用渗碳淬火的热处理方式是个值得思考和亟待解决的课题。由于中频加热电源的频率和功率可调性差,难于实现感应加热淬火参数的实时调节,导致了近来年,在齿轮上的应用是越来越少。中频加热电源的频率和功率可调性差,难于实现感应加热淬火参数的实时调节。种种表明棒料中频透热炉,前提就是要先解决中频透热炉工艺中存在的问题。

感应IGBT中频透热炉的特点是什么呢 你了解吗?
感应加热炉与煤炉相比,,工人不会再受炎炎烈日下煤炉的烘烤与烟熏,更可达到部门的各项指标要求,同时树立公司外在形象与锻造业未来的发展趋势。感应加热是电加热炉中的加热方式由室温加热到1100℃的吨锻件耗电量小于360度。
加热均匀,芯表温差圆钢方钢中频透热炉,温控精度高
感应加热其热量在工件内自身产生所以加热均匀,芯表温差圆钢方钢中频透热炉。应用温控系统可实现对温度的控制提高产品质量和合格率。
中频IGBT中频透热炉加热装置具有体积小,重量轻、、热加工质量优及有利环境等优点正迅速淘汰燃煤炉、燃气炉、燃油炉及,普通电阻炉是新一代的金属加热设备。
中频透热锻造及热处理车间的主要设备, 其工作的稳定性、可靠性及安全性是流水作业的锻造及热处理线正常稳定工作的保证。
此设备特别适宜热处理淬火、退火、金属透热锻打、挤压成型,钎料焊接等。
3、感应炉的主要部件
感应炉的主要部件有感应器、炉体、电源、电容和控制系统等。在感应炉中的交变电磁场作用下,物料内部产生涡流而发热熔化。在这种交变磁场的搅拌作用下,炉中熔体的成分和温度比较均匀,熔炼温度可达1650℃。感应炉除能在大气中熔炼外,还能在真空和、等保护气氛中熔炼,以满足特殊质量的要求。
感应IGBT中频透热炉的特点如上文所述,可以看出感应炉具有非常多的优点,认为感应IGBT中频透热炉是人们在工业中的好帮手。

IGBT中频透热炉的相序检查新方法
检查IGBT中频透热炉(晶闸管、铜母线、各个电抗器.互感器、中频电容器组、换炉开关、感应加热线圈、水冷电缆等联接)准确无误后,再进行相序检查。IGBT中频透热炉工频三相进线必须按装置说明书规定的相序连接,若相序接反,则会造成整流触发脉冲时序混乱,设备不可能正常运行。在车间更换电力变压器或IGBT中频透热炉装置移换另外供电场所后,必须重新校验相序。
检验相序可借助于相序计或电子示波器进行。使用示波器时,应在示波器与示波器的供电电源之间接入变比为1:l的隔离用变压器。不具备此条件时,临时办法是把示波器电源线插头中的接“地”线除去。此时注意,示波器外壳在使用过程中是带电的,因此必须与大地绝缘;同时,人体不能触及示波器外壳。使用时,示波器的触发选择置于“电源触发”。使用双踪示波器时应注意两个y轴输入探头的地线必须同电位,或仅使用一个探头的地线,另一个探头的地线不用。同时,应妥善处理好不用的地线,以避免与其它电路或大地接触。测量强电相序时,示波器探头地线接中频电源柜柜壳,其测试头接工频电网的任一相,即可电压波形。查验出电网的A相与中频电源装置的A相相连,B、C相同样处理即可。若电网相序与中频电源的标志相序不相符,可在工频进线处三相中任意两相对调联接即可。
串联IGBT中频透热炉机械部分工作过程描述
锯床下料后,由铲车或输送辊道将下好的料送到串联IGBT中频透热炉上料平台,进入缓冲链传送装置(此装置约计可存15~20根料,以保证更换锯片时不停产和前的坯料准备)。坯料进入上料平台后,由带动力的输送链送到上料机。当坯料尾部通到光电开关后,光电开关发出一个缺料信号,这时,上料机向托辊送料机送进一根坯料。坯料由托辊送料机传送到夹辊进料机(此夹辊进料机由变频调速器控制进料速度)然后进入串联IGBT中频透热炉内进行加热。加热好的坯料,通过光电开关时,快速出料机和红外测温系统同时工作。由快速出料机将坯料提出后送到三位分选机进行分检,合格坯料进入轧机,不合格坯料进入低温或超温储料箱。
快速出料机的个辊轮设计为六方辊轮,当出现加热粘料时,通过此六方辊轮可以实现出料的上下运动,将粘接部位打开。这样就可以有效的解决粘料问题。
当缓冲链装置上的坯料过少,接近开关的位置检测不到料时,这时将提供一个声光信号通知上料。
当光电开关检测到缺料30秒钟后,如果仍无后续来料,此时控制系统自动降低中频电源功率使其进入保温功率,防止炉被烧熔。当后续料再次到来时,系统恢复到正常工作状态。

选择透热炉床体工作方式
半自动工作方式:按工艺要求设定好“加热时间”(改变对应的时间继电器计时值),工件置于对应工位,按下“加热启动”按钮,气缸上升,加热时间继电器开始计时,计时时间到,气缸自动下落,完成一个工作周期,直到下一次按下‘加热启动“按钮,周而复努。
手动工作方式:先将“加热时间“继电器计时值置于工艺值几十倍以上,这时时间继电器仅作加热时间显示,不作加热时间控制,在手动方式下加热时间装卸时间均由手动控制,按下“加热启动”按钮,对应工位气缸上升,按“加热停止”按钮,气缸下降。
5、开机:将“功率调节”旋钮逆时针旋至Z小位置,顺序操作“控制电源通”,“主电源接通”,“逆变接通”按钮,缓慢调节“功率调节”旋钮,随着直流电压的慢慢上升,中频电压表和直流电压表对应上升,同时听到中频噱叫声,说明启动成或,继续调节旋钮至所需功率即可。
6、关机:逆时针将“功率调节”旋钮旋至Z小位置,顺序操作“逆变断开”、“工频断开”按钮,关闭水、气和传送装置;按下“控制电源断”按钮,中频电源断电;断开主机“隔离开关”和机外电源开关。
7、故障处理:开机当中出现“过流”、“过压”等其它故障,并伴有声光(红色)报警时,先将“功率调节”旋钮逆时针调至Z小位置,再按下“故障解除”按钮,此时,逆变自动断开;然后按“逆变接通”按钮,重新启动逆变,如多次出现“过流”、“过压”现象,应停机检修。












